航空機や半導体といった高精度が求められる分野で培った設計・製作力を背景に、単品から量産まで幅広い治具ニーズに対応できる体制が整っているメーカーです。
本記事では、小野製作所の加工治具の特徴や製品などを紹介します。
全長1.5mの航空機部品用治具をはじめ、大型かつ高精度が求められる治具を製作できる技術力を備えています。
小野製作所は1957年の創業以来、航空機用の治具・工具製作を手掛けてきた実績の中で、こうしたノウハウを磨いてきました。
大型治具では、構成部品の数が多くなるほど微小な誤差が積み上がり、全体精度に影響します。設計段階から材質や表面処理を厳選し、組立後には熟練職人が目と手で微調整を実施。
このように、機械加工と人の技を融合させることで、わずか±0.01mmの精度が求められる航空機エンジン用治具(SS400・Φ1200mm×550mm)も製作しています。
チタンや鋳物など、加工難度の高い素材を得意としており、基本計画から詳細設計、製作、検査、搬入までを一貫して手がける体制も持っています。
そのため、治具導入時の加工条件や精度の相談もスムーズで、納入後の段取りや量産性まで視野に入れた設計で、加工時間短縮と品質安定の両立を後押しします。
岡谷工場と辰野工場の2拠点で役割を分担し、岡谷工場が治具製作と単品試作を、辰野工場がマシニングセンタによる量産加工を担う体制を構築。
岡谷工場で製作した治具を辰野工場でセットし、4軸・5軸中心の高精度加工機による夜間無人稼働を実現しています。 これにより、生産の安定化と短納期対応を両立。
量産治具の設計にも強みがあり、把持が難しい複雑形状部品でも専用クランプや取付具を考案することで、一度の段取りで安定加工が可能になります。加えて、難削材や鋳物など素材特性を踏まえた仕立てにより、安定した品質と生産性の両立にもつながっています。
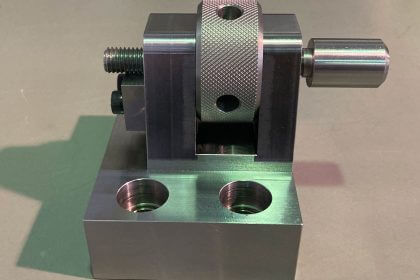
鋳物のように寸法や形状のばらつきが大きいワークを安定して固定し、加工時の平行度を確保するために製作した治具です。 位置決めの基準となる重要な工程で使われるため、底面の平面度など、治具そのものの精度にも細心の注意を払っています。

特定の基準に適合しているかを確認するために用いる治具です。 検査工程の属人化を抑えたい分野でも効果が高く、測定手順の標準化やスキル差の吸収に役立ちます。
クランプが難しい形状の医療機器部品を固定するために設計された治具です。
量産工程での使用を想定し、取り付けや取り外しを容易にするクランプ方式を採用しています。 複雑な形状の製品を安定して保持できるよう、治具設計のノウハウを生かした構造となっており、作業効率と再現性の両立を実現しました。
小野製作所は、航空機用の大型治具や高精度治具の製作実績を多く持つメーカーです。 1957年の創業以来、航空機産業で培った加工精度と組立技術をもとに、全長1.5m級の大型治具にも対応し、設計から製作・検査・組立までを一貫して行う体制により、精度の安定と短納期を両立できる点も特長です。
こうした技術力と生産体制から、航空機の治具を必要とするメーカーに適していると言えます。
なお、切削加工、研削・研磨加工、放電加工など、加工方法によって、必要な治具の素材や性能は異なります。そこで、本メディアではそれぞれの加工法に対応した治具メーカーを3社厳選してご紹介しています。おすすめの理由や事例もまとめていますので、ぜひ参考にしてください。
鋳物はロットや鋳肌の状態により形状・寸法が安定しにくく、機械加工前にどこを基準に固定するかが品質とタクトを左右します。
この事例は、鋳物ワークを確実に固定して基準面を安定化し、平行度を狙い通りに出すことを目的とした専用の位置決め治具を製作したものです。
治具そのものの基準面精度を徹底的に高めることで、段取りの再現性が向上し、初品から量産まで基準出しのブレを抑制できます。
参照元:小野製作所公式サイト(https://www.ono-seisakusho.co.jp/product/672/)
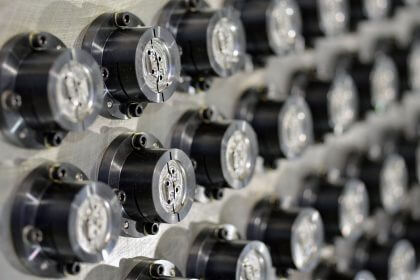
対象部品を治具に確実に取り付けたうえで機械加工を行うための加工治具です。大型サイズでも基準面とクランプ位置の整合を高いレベルで維持し、取り付け後の加工で平行度0.02を狙い通りに出せる治具剛性・精度を実現。
SS400を主材とした堅牢な構成により、切削荷重や熱の影響下でも姿勢変化を抑制し、量産工程での繰り返し精度を担保します。測定に至る一連のオペレーションを見据えた設計のため、作業者のスキル差によるばらつきが出にくく、立ち上げ時のトラブルシュートもスムーズです。
参照元:小野製作所公式サイト(https://www.ono-seisakusho.co.jp/product/618/)
高精度な治具製作を支えるのは、温度管理と測定環境の精度です。
小野製作所では、20℃±1℃に管理された恒温室で加工・検査を実施し、温度変化による熱膨張の影響を抑制しています。 また、CNC対応の三次元測定機による幾何公差の数値確認を行い、基準面や組立精度のばらつきを防止。 その結果、治具を用いて製作される製品寸法の安定性にもつながっています。
| 会社名 | 株式会社小野製作所 |
|---|---|
| 創業年 | 1957年 |
| 所在地 | 本社・岡谷工場:長野県岡谷市湖畔1-14-22 辰野工場:長野県上伊那郡辰野町南原7461-31 |
| 電話番号 | 0266-23-4026 |
| URL | https://www.ono-seisakusho.co.jp/ |

引用元:グローバル公式サイト
(https://www.landingpage-synergy.com/Sp6X7DKw/)
切削加工の分野において、設計からアフターケアまで一括請負。
自動車業界や海洋機器・エンジン関連分野で使用する製品や部品製作の分野で大手企業から指名される実力を持つ。
切削加工で課題となる切粉の堆積や加工応力によるワークの歪みに対し、排出性を考慮した構造設計や重量に応じたクランプ設計が得意。精度不良を抑制する治具の提案もできる。

引用元:三和クリエーション公式サイト
(https://www.sanwa-creation.co.jp/)
硬質素材や難削素材を超精密・微細加工する技術を提供してきた会社。特に精度への要求が高い研削・研磨加工において知見と技術力を持つことから、「磨く」ことに特化した治具製作を任せられる。
超硬合金製よりも耐摩耗性が高いとされるダイヤモンド製の治具を製作。
ダイヤモンドの特性上、潤滑油などを使用しなくて済むため、給油ユニット、油のメンテナンス不要で使える。

引用元:榮製機公式サイト
(http://www.sakae-seiki.co.jp/)
ワイヤー放電加工で使用する精密バイスやワイヤーカット治具の製作が得意。
最大70㎏※までの重量のワークに耐えうる治具の製作も手がける。
金型事業も行っていることから、ワイヤー放電加工における金型製作用の精密治具製作が強み。
要望を受けてから綿密な情報収集を行い、新製品開発における治具製作をサポートできる。
参照元:榮製機公式サイト
(http://www.sakae-seiki.co.jp/neotec_detail.php?neotec_cd=64)