茂呂製作所は、治具の設計・製作から据付・立ち上げ支援までをワンストップで提供するメーカーです。
本記事では、治具の新規導入やリプレースを検討している方に向けて、茂呂製作所が手掛ける治具の特徴や、公開されている製作事例を解説します。
横型マシニングセンタやロボドリルでの使用を前提とした、加工治具の設計・製作を得意としています。多数個同時加工や4面加工を実現する治具により、段取り時間を短縮しタクトタイム(製品1つあたりの生産時間)の安定化にもつながります。
油圧・空圧・手動などのクランプ方式も、量産向けから簡易的なものまで現場の条件に合わせて適切なものを選択・提案できる点が強みです。
鋳肌や形状のばらつきが大きい鋳物の二次加工治具や、溶接時の熱による歪みを抑制する溶接補助治具など、熟練のノウハウが求められる分野での実績が豊富です。
ワークの特性を考慮した基準面の選定や把持方法により、後工程まで含めた加工のばらつきを抑制。作業者の安全性と作業性のバランスも考慮した治具を製作します。
治具の設計段階では3Dモデルを活用し、顧客と完成イメージを共有することで、認識のズレを防ぎ、スムーズな合意形成を促します。設計から製作、据付までを一貫して行う体制により、仕様変更にも柔軟に対応し、短納期での治具製作を実現します。
治具の納品後もスマートグラス※を用いた遠隔支援で迅速にサポート。現場の担当者と映像を共有しながら不具合の切り分けや調整を行えるため、トラブル発生時のダウンタイムを最小限に抑えられます。
横型マシニングセンタでの使用を前提に、4面加工や多数個同時加工によるサイクルタイム短縮を実現。標準部品と専用パーツを組み合わせることで、コストと性能のバランスを取りつつ、立ち上げ時の再現性を高めます。
一つひとつ形状が異なる鋳物の特性を考慮し、鋳肌を避けた安定した基準出し・把持を実現。後工程でのズレを防ぎ、加工品質の安定に貢献します。
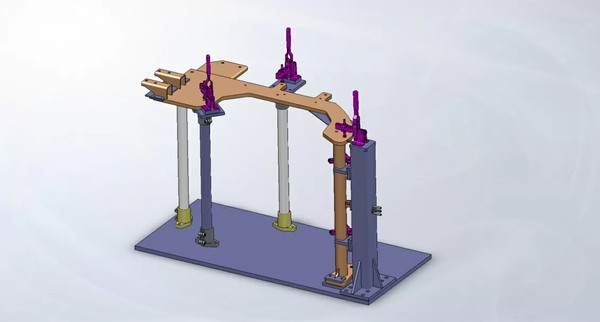
溶接時の熱による歪みを抑えつつ、作業者が安全かつ効率的に作業できる構造を提案。製品の品質ばらつきを低減し、段取りの容易化も支援します。
治具そのものの工夫によって、既存の加工工程の効率化やタクトタイム短縮を目指す製造現場におすすめです。特に、横型マシニングセンタでの多数個加工や、鋳物・溶接など特殊な工程に課題を感じている場合に有効な提案が期待できます。
3D設計によるスムーズな仕様決定や、納品後の遠隔支援といったサポート体制も充実しているため、治具の導入や改造をスピーディーに進めたい、あるいは保守・メンテナンスに不安があるといった現場の担当者にとっても、頼れるパートナーとなるでしょう。
なお、切削加工、研削・研磨加工、放電加工など、加工方法によって、必要な治具の素材や性能は異なります。そこで、本メディアではそれぞれの加工法に対応した治具メーカーを3社厳選してご紹介しています。おすすめの理由や事例もまとめていますので、ぜひ参考にしてください。
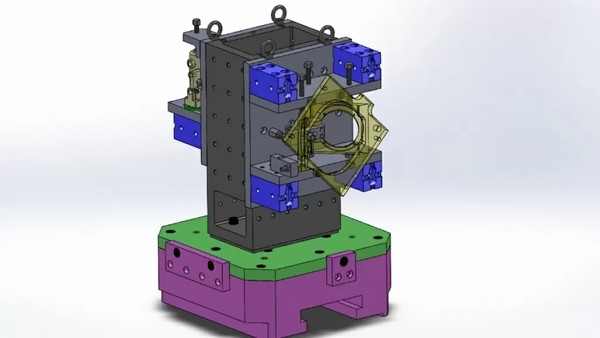
約800個の部品を製造するにあたり、汎用的な段取りで1個ずつ加工していたため、課題となったのがタクトタイムの長さ。作業が属人化しやすく教育にも時間がかかっており、誰が作業しても同じ品質・時間で加工できる仕組みが求められていました。
専用治具の導入により、1個あたりの加工時間が大幅に短縮される見込みです。約800個の部品を製造する場合、治具なしでは16.5日かかるところ、治具を使えば6日間で完了できるとの試算がされました。
誰でも同じ手順で段取りができるようになったことで、新人教育の負荷軽減と生産計画の安定化にもつながります。
参照元:茂呂製作所公式サイト(https://moross.co.jp/archives/blog/blog-1445)
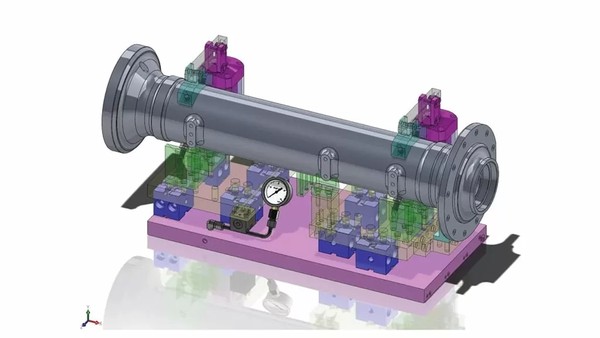
物流設備で使われるコンベヤのベルト交換に、多くの時間と労力がかかっていました。特に、張力調整機構がないため、力任せの作業で穴の位置を合わせるのが難しく、作業の属人化も課題でした。
専用治具を用いることで、従業員1人の力で安全にベルトの着脱・位置調整が可能に。これまで約20分かかっていたベルト1本あたりの交換作業が、約15分で行えるようになりました。
交換対象のベルトは219本あるため、トータルでは約18時間15分もの大幅な作業時間短縮につながると見込まれています。
参照元:茂呂製作所公式サイト(https://moross.co.jp/archives/blog/blog-1953)
加工においては、立形マシニングセンタ(オークマ)やロボドリル(FANUC)に加え、横中ぐり盤や門型プレーナーといった大型加工機も保有。様々なサイズ・形状の治具部品を、材質や精度に応じて適切な方法で加工できます。
製作した治具の精度を保証するため、三次元測定機(ミツトヨ)も導入。設計から加工、測定、組立までを自社で一貫して行うことで、高い品質を維持しつつ、急な仕様変更などにも対応できる柔軟な体制を整えています。
| 会社名 | 株式会社 茂呂製作所 |
|---|---|
| 創業年 | 1966年 |
| 所在地 | 本社:山梨県韮崎市藤井町駒井3169 |
| 電話番号 | 0551-23-3366 |
| URL | https://moross.co.jp/ |

引用元:グローバル公式サイト
(https://www.landingpage-synergy.com/Sp6X7DKw/)
切削加工の分野において、設計からアフターケアまで一括請負。
自動車業界や海洋機器・エンジン関連分野で使用する製品や部品製作の分野で大手企業から指名される実力を持つ。
切削加工で課題となる切粉の堆積や加工応力によるワークの歪みに対し、排出性を考慮した構造設計や重量に応じたクランプ設計が得意。精度不良を抑制する治具の提案もできる。

引用元:三和クリエーション公式サイト
(https://www.sanwa-creation.co.jp/)
硬質素材や難削素材を超精密・微細加工する技術を提供してきた会社。特に精度への要求が高い研削・研磨加工において知見と技術力を持つことから、「磨く」ことに特化した治具製作を任せられる。
超硬合金製よりも耐摩耗性が高いとされるダイヤモンド製の治具を製作。
ダイヤモンドの特性上、潤滑油などを使用しなくて済むため、給油ユニット、油のメンテナンス不要で使える。

引用元:榮製機公式サイト
(http://www.sakae-seiki.co.jp/)
ワイヤー放電加工で使用する精密バイスやワイヤーカット治具の製作が得意。
最大70㎏※までの重量のワークに耐えうる治具の製作も手がける。
金型事業も行っていることから、ワイヤー放電加工における金型製作用の精密治具製作が強み。
要望を受けてから綿密な情報収集を行い、新製品開発における治具製作をサポートできる。
参照元:榮製機公式サイト
(http://www.sakae-seiki.co.jp/neotec_detail.php?neotec_cd=64)